
1. Model Overview & Compatibility
C42 Italian Cutter Blade is a widely recognized Italian-design mechanical rebar cutting machine. Compatible brands include OF.ME.R, Schnell (C42 ST model), and Icaro. The standard blade configuration consists of a fixed lower blade and a movable upper blade, engineered for cold shearing of reinforcement steel. It processes round and deformed bars up to φ36 mm in diameter, with a maximum tensile strength of 500/600 MPa.
2. Blade Material & Metallurgical Properties
Original equipment manufacturer (OEM) blades are typically forged from high-grade chromium-molybdenum tool steel (analogous to Cr12MoV or D2 classifications). They undergo vacuum heat treatment to achieve a core hardness of HRC 58–62.
Premium variants may utilize powder metallurgy high-speed steel (PM-HSS) or feature advanced wear-resistant coatings such as Titanium Nitride (TiN) or Titanium Carbo-Nitride (TiCN).
The blade profile is engineered for cold shearing applications. A common feature, especially in Icaro models, is a 4-edge reversible design, allowing each edge to be used in sequence to maximize service life.
3. Primary Technical Specifications (Typical OEM Standard)
| Item | Specification |
|---|---|
| Configuration | Upper (Movable) Blade + Lower (Fixed) Blade |
| Edge Profile | Curved radius optimized for rebar; minimizes edge chipping |
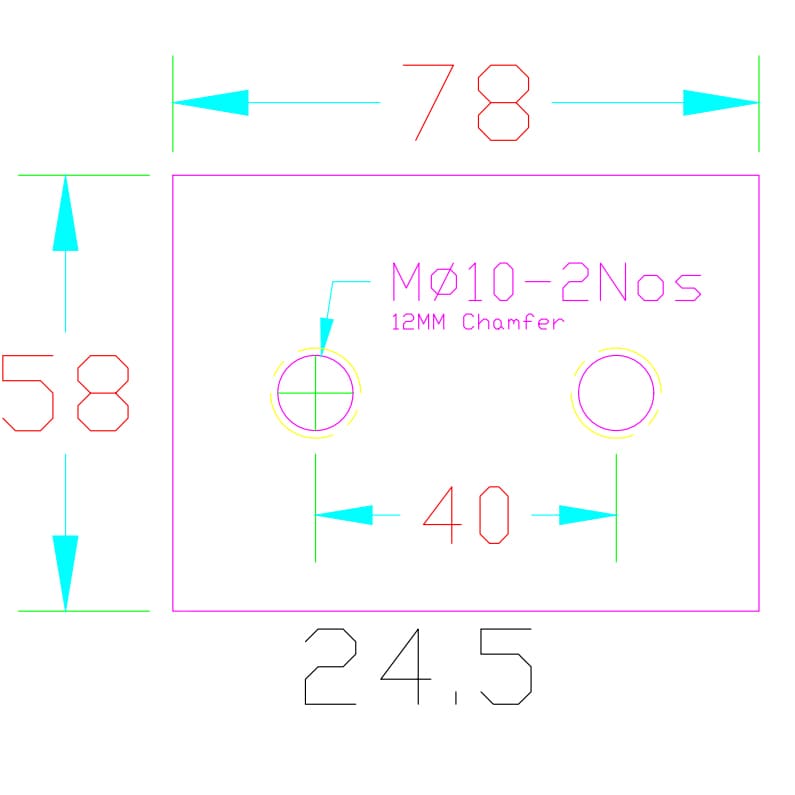
| Mounting Pattern | Machine-specific bolt hole layout (must match OEM part number) |
| Blade Thickness | 18–22 mm (varies by manufacturer) |
| Achieved Hardness | HRC 58–62 (post-tempering for optimal toughness) |
| Maximum Capacity | Single bar: φ36 mm (Grade 500). Multi-bar: φ26 mm × 2, or φ20 mm × 3 |
4. Performance Expectations & Service Life
Under optimal operating conditions—including correct blade clearance and regular lubrication—a blade set can typically exceed 100,000 cuts on standard HRB400 grade rebar.
Factors that shorten blade life include: Shearing hardened or excessively rusted steel; incorrect blade gap adjustment (exceeding 0.2 mm); inadequate lubrication; and consistent overloading beyond the rated capacity.
5. Replacement & Maintenance Protocol (Safety-Critical Procedure)
-
Safety Isolation: Fully de-energize the machine. Apply lockout-tagout (LOTO) procedures. For hydraulic models, release system pressure and drain oil if necessary. Clear all debris from the blade housing area.
-
Removal: Unfasten the blade clamping bolts. Clearly mark the orientation of the upper and lower blades prior to removal to ensure correct reinstallation.
-
Inspection & Preparation: Examine the blade seat for wear, burrs, or damage. Resurface if required to ensure a perfectly flat mounting surface.
-
Installation: Mount the new blade pair. Torque all bolts to the manufacturer’s specified value (typically 80–100 N·m) using a calibrated torque wrench.
-
Gap Adjustment: Using a feeler gauge, set the clearance between the upper and lower blades. New blades: 0.05–0.1 mm. In-service maximum: 0.2 mm. Incorrect gap leads to poor cut quality, excessive noise, and premature blade damage.
-
Commissioning Test: Conduct an unloaded test run for 1–2 minutes. Perform 5–10 trial cuts on scrap material to verify clean shearing, smooth operation, and absence of abnormal vibration.
-
Routine Maintenance: Remove metal chips after each shift. Apply high-temperature grease to the blade guide rails. Check bolt tightness prior to daily operation.
6. Procurement & Quality Assurance
-
Genuine OEM Blades: Source directly from official distributors of OF.ME.R, Schnell, or Icaro. Always verify part numbers and request material certification.
-
Certified Aftermarket Options: Select blades from ISO 9001 certified suppliers who provide verifiable hardness (HRC) test reports. Avoid uncertified, low-cost alternatives that may compromise machine integrity and operator safety.
-
Export Packaging: Blades should be coated with anti-corrosive oil, wrapped in protective film, and packed in sturdy cartons. Packaging must be clearly labeled with the part number, hardness grade, and batch number for seamless customs clearance.
7. Common Fault Diagnosis & Resolution
| Symptom | Likely Cause | Corrective Action |
|---|---|---|
| Angled or Burred Cuts | Excessive blade gap; worn/dull edge; blade misalignment. | Adjust gap to ~0.1 mm; rotate blade to a fresh edge; verify bolt torque and alignment. |
| Chipped or Cracked Blade | Machine overload; cutting hardened steel; improper blade heat treatment. | Cease overloading operations; replace with coated premium-grade blades. |
| High Noise / Vibration | Loose mounting bolts; uneven blade seat; insufficient lubrication. | Re-torque all bolts to spec; resurface blade seat; apply grease to guide rails. |